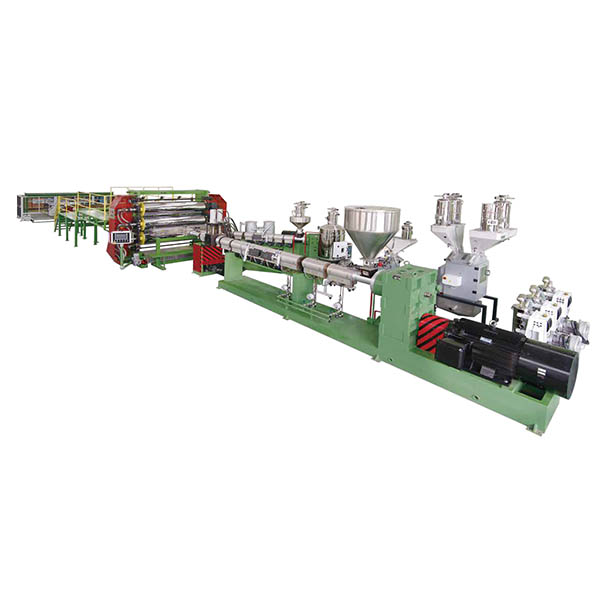
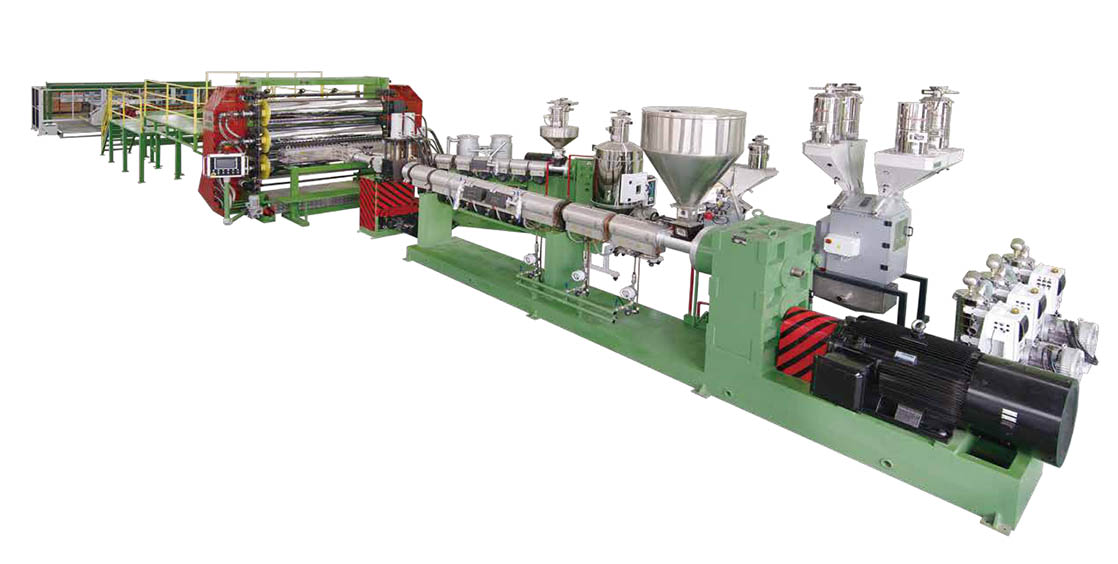
Liña de extrusión de placas de termoformado HDPE
Jwell ofrece un sistema de extrusión avanzado, é axeitado para producir material HMW-HDPE que teña baixo MFI e alta resistencia en placas, as placas utilízanse principalmente para producir placas de transporte de automóbiles, forro de caixa de pick-up, tapa de camión, anti-choiva cuberta, etc. O espesor da placa pode reducir máis do 30% cando ten a mesma forza de impacto, reduce o custo de produción para os fabricantes. Espesor da placa 2-12 mm, ancho 2000-3000 mm.
Especificación técnica principal
|
Modelo |
Ancho do produto (mm) |
Espesor do produto (mm) |
Capacidade (kg/h) |
|
JW130+JW70 |
2200 |
1,5-12 |
600-700 |
|
JW150+JW90 |
2600 |
1,5-12 |
800-900 |
Nota: as especificacións están suxeitas a cambios sen previo aviso.
Visualización da imaxe do produto




Sistema de transmisión
A función do sistema de accionamento é conducir o parafuso e proporcionar o par e a velocidade requiridos polo parafuso no proceso de extrusión. Normalmente consta dun motor, un reductor e un rodamento.
Dispositivo de calefacción e refrixeración
A calefacción e o arrefriamento son condicións necesarias para que se produza o proceso de extrusión do plástico.
1. A extrusora adoita empregar calefacción eléctrica, que se divide en calefacción por resistencia e calefacción por indución. A folla de calefacción está instalada no corpo, pescozo e cabeza. O dispositivo de calefacción quenta externamente o plástico do cilindro para aumentar a temperatura ata alcanzar a temperatura necesaria para a operación do proceso.
2. O dispositivo de refrixeración da extrusora está configurado para garantir que o plástico estea no rango de temperatura requirido polo proceso. En concreto, trátase de excluír o exceso de calor xerado pola fricción de cizallamento causada pola rotación do parafuso, para evitar que a temperatura sexa demasiado alta para dificultar a descomposición, queima ou forma do plástico. O arrefriamento do barril divídese en dous tipos: arrefriamento por auga e arrefriamento por aire. Xeralmente, as extrusoras pequenas e medianas son máis adecuadas para o arrefriamento por aire, e as de gran tamaño son principalmente refrixeradas por auga ou combinadas con dúas formas de arrefriamento.
Categorías de produtos
-

Liña de extrusión de follas laminadas de TPU/ABS
-

Liña de extrusión de placas Honeycomb PP
-

Liña de produción de follas compostas de espuma TPO+PP
-

Composite reforzado con fibra continua LFT/FRP...
-

TPO/PVC+PP escuma interior de automóbil composición de pel...
-

Liña de extrusión de coiro composto TPO/TPU





